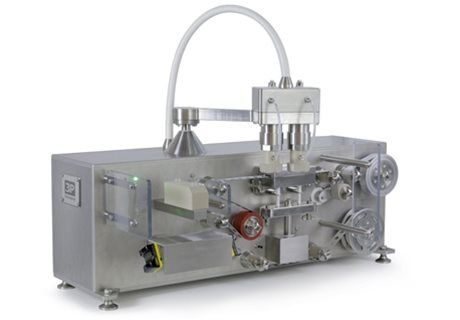

Interview with Alex Jezequel, Projects Director at 3P innovation: roboFIL™: revolutionising pharmaceutical fill-finish operations.
Alex Jezequel talks about designing roboFIL™ In the ever-evolving pharmaceutical manufacturing landscape, 3P innovation is making waves with its...

